पोरोसिटी एल्युमिनियम वेल्डिंग मा धेरै सामान्य छ।
आधार सामग्री र वेल्डिङ तारमा निश्चित मात्रामा प्वालहरू हुन्छन्, त्यसैले वेल्डिङको क्रममा ठूला छिद्रहरूबाट बच्न आवश्यक छ कि छिद्रहरू मानक भन्दा बढी नहोस्। जब आर्द्रता 80℅ भन्दा बढी हुन्छ, वेल्डिंग बन्द गर्नुपर्छ। मानक भन्दा बढी छिद्रहरूको सम्भावना पनि 80℅ छ, र फिर्ता गरिएका टुक्राहरू उत्पादन गर्न सजिलो छ।
चित्रमा देखाइएको आर्द्रता स्थितिमा वेल्डिङले रिटर्न अर्डर उत्पादन गर्ने धेरै सम्भावना छ।
Xinfa वेल्डिङ उपकरणमा उच्च गुणस्तर र कम मूल्यको विशेषताहरू छन्। विवरणहरूको लागि, कृपया भ्रमण गर्नुहोस्:वेल्डिङ र काट्ने निर्माताहरू - चीन वेल्डिङ र काट्ने कारखाना र आपूर्तिकर्ता (xinfatools.com)


▲आद्रता▲
कहिलेकाहीँ कालो धुलो वेल्डमा टाँसिन्छ, मैले के गर्ने?

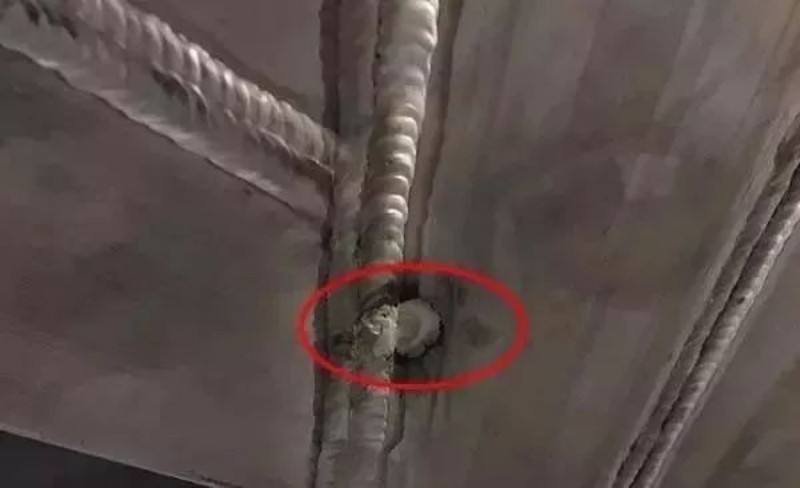

▲कालो र खैरो▲
वास्तवमा, टंगस्टन इलेक्ट्रोड दूषित छ, वा यसले पग्लिएको पोखरी वा वेल्डिंग तार छुन्छ, र आल्मुनियम टाँसिन्छ। टंगस्टन इलेक्ट्रोड सफा भएपछि मात्र हामी जारी राख्न सक्छौं।

▲दूषित टंगस्टन इलेक्ट्रोड फूलगोभीको आकारको हुन्छ▲
यस समयमा, हामीले केवल वेल्डिङ मेसिनको सफा चौडाइलाई तल समायोजन गर्न आवश्यक छ, वर्तमान मूलतया 200 को आसपास छ, र चाप वेल्डिंग स्क्रैप एल्युमिनियमको टुक्रामा सुरु हुन्छ। केही सेकेन्डमा, टंगस्टन इलेक्ट्रोडले सानो बल बनाउँछ। यदि तपाईं एल्युमिनियमलाई राम्रोसँग वेल्ड गर्न चाहनुहुन्छ भने, सानो बल अनिवार्य उत्पादन हो।

▲ सफा गर्ने चौडाइलाई सबैभन्दा कम सेटिङमा समायोजन गर्नुहोस्▲


▲जादुई सानो बल▲
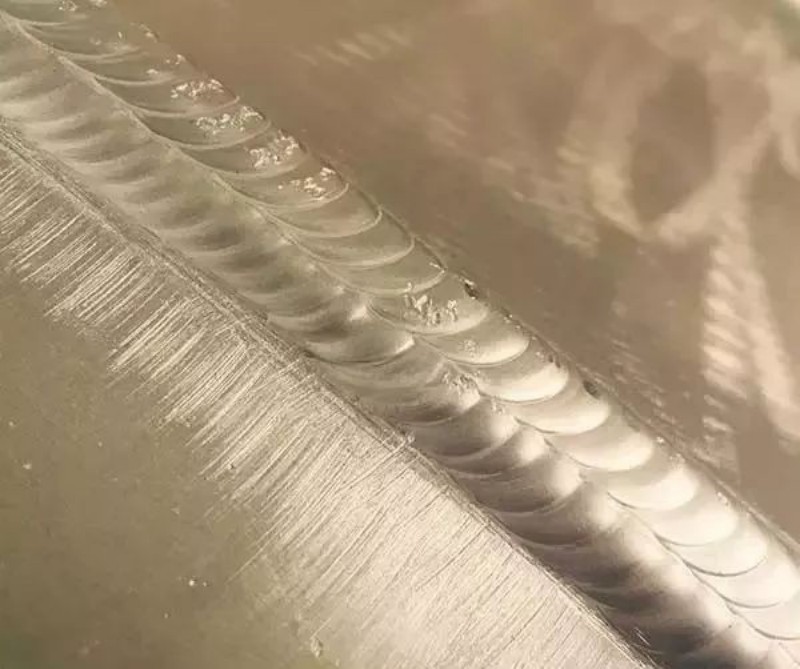
एल्युमिनियम वेल्डिङलाई स्टेनलेस स्टीलसँग तुलना गर्दा, म एल्युमिनियम वेल्डिङ रुचाउँछु। यो स्टेनलेस स्टील जत्तिकै अप्ठ्यारो छैन, जसलाई घुमाउनुपर्छ। एल्युमिनियम वेल्डिंग सजिलो छ, र वेल्डिंग बन्दुक मूलतः स्विंग गर्दैन। एक लाइनरको साथ यो एल्युमिनियम ट्यूब एक फिलेट वेल्ड हो, र वेल्डिंग त्यति अप्ठ्यारो छैन।
हाललाई मध्यम रूपमा समायोजन गर्दा, सबैभन्दा राम्रो करेन्ट त्यो हो जसले पग्लिएको पोखरीलाई नियन्त्रण गर्न सक्छ। प्रत्येक वेल्डिङ मेसिनको प्रदर्शन फरक छ, वर्तमान फरक हुनेछ, र चाप को लचिलोपन पनि फरक हुनेछ।




पोस्ट समय: सेप्टेम्बर-29-2024


